Kako napraviti cijev od kositra - napravite to sami limene cijevi
Domaći graditelji pokušavaju pronaći najviše proračunskih mogućnosti za rješavanje problema. Stoga je pitanje kako napraviti cijev od kositra vlastitim rukama relevantno za mnoge amaterske obrtnike. Napokon, domaći cjevasti proizvod izrađen od kositra može biti posve usporediv s olucima ili crijevima koji leže na policama u specijaliziranim prodavaonicama.

Stoga morate naučiti više o postupku izrade limene cijevi koja ima karakteristike poput tvorničkih proizvoda.


Značajke izvornog materijala
Prije nego što nastavite s proizvodnjom cijevi od lima, trebali biste bliže pogledati materijal od kojeg će cijev biti izrađena i njegove značajke. Za početak vrijedi reći da se radi o proizvodima valjanog tipa, drugim riječima, lim je čelični lim koji je prošao kroz valjke valjaonice i ima debljinu od 0,1-0,7 mm.
Uz postupke valjanja, tehnologija proizvodnje lima podrazumijeva i obradu gotovih valjanih proizvoda od stvaranja korozivnih procesa. Da biste to učinili, na čelik se nakon valjanja nanosi sloj materijala koji nije podložan koroziji.

Rezultat izvedenih radnji je čelični lim čija širina može varirati od 512 do 1000 mm, s kromiranim ili cinkovim premazom. Gotov proizvod je plastičan, tako da se kositrom može lako rukovati. U tom se slučaju valjana ukrućenja po snazi mogu usporediti s čeličnim proizvodima. To omogućuje upotrebu lima u proizvodnji proizvoda složenog dizajna.
Stroj za izradu oluka | PKP STANBOX
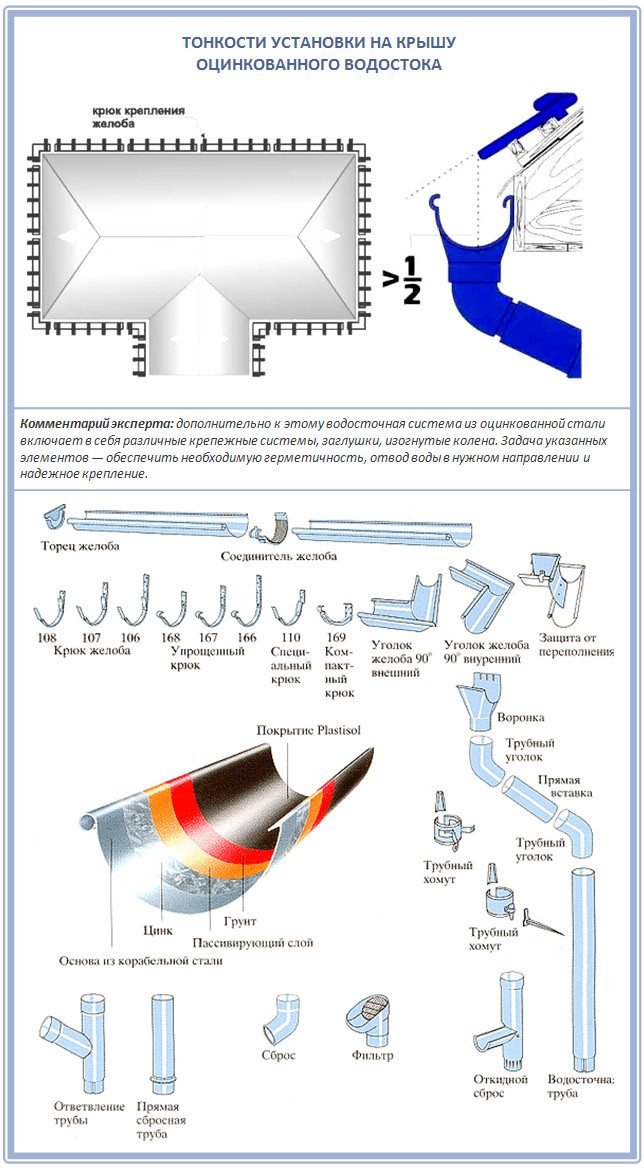
Izrađujemo kompletan set za proizvodnju drenažnih cijevi od pocinčanog čelika. Također, na ovim strojevima možete izrađivati koljena, lijevke i ostale elemente odvodnog sustava od pocinčanog. Pored toga, niz strojeva koristi se u proizvodnji dimnjaka, ventilacijskih elemenata, kućišta izolacijskih školjki grijaćih mreža.
Kratki opis rada:
- Na savijaču nabora savijemo ležeći nabor
- Pomoću valjaka smotamo cilindar buduće cijevi
- Ukopčamo prethodno dobiveni preklop i stroj za šavove smotamo ga do stanja zapečaćenog šava
- Stroj za spaljivanje omogućit će vam kotrljanje ukrućenja, suženje (valovitost) i izradu grebena za sastavljanje lijevka i koljena
Preklopni stroj

Masivne šarke i teška greda za savijanje omogućuju ravnomjerno i precizno savijanje rabata, o čemu ovisi kvaliteta šava na donjoj cijevi. Svi sklopivi savijači izrađeni su od čelika 09g2s, što značajno smanjuje njihovo trošenje. Također, stroj se koristi za savijanje rebara oluka, kao i ostalih pričvrsnih elemenata u proizvodnji drenažnih elemenata.
Ručni valjci

Stroj za valjanje cijevi i ostalih elemenata oluka s konzolnom gornjom osovinom uvučenom u stranu za lako uklanjanje valjane cijevi. Valjci ove serije imaju mehaniku brzog kretanja osovina, što povećava brzinu rada na stroju, a komande smještene na jednoj strani stroja pojednostavljuju rad, povećavajući time produktivnost.
Sklopivi konzolni

Taložni omogućuje brzi rad, jer se stezaljka izvodi jednim pokretom ručice - ekscentričnom. Poseban dizajn gornjeg prtljažnika jamči dovoljan pritisak na metal i potpunu nepropusnost šava koji prevrće. Osim toga, šav šava može se koristiti za zavarivanje ruba lima savijenog za 180 stupnjeva (ojačani rub).
Ručni sklopivi stroj
Ručno savijanje cijelim nizom valjaka (prirubnica, rebro za ukrućenje i valovitost) za obavljanje operacija savijanja na svim elementima drenažnog sustava. Također možete naručiti valjke za rezanje metala i koristiti cik-stroj kao rezač lima - kružni rezač.
Na svim našim strojevima rotirajući sklopovi skloni trenju (rukavci vratila, valjci, pokretni ekscentri itd.) Izrađeni su na ležajevima, što eliminira potrebu za trajnim podmazivanjem, uklanja zazor i jamči lako okretanje tijekom cijelog vijeka trajanja stroja.
Također možete naručiti strojeve opremljene e-poštom. mehanički pogon.
Strojevi su obično dostupni, isporučuju se iz radionice. Molimo kontaktirajte, pokazat ćemo vam razne mogućnosti za kompletan set.
valci.ru
Potrebni alati
Popis alata i uređaja potrebnih za izradu pocinčanih cijevi za dimnjake vlastitim rukama zaslužan je za svojstva kositra, posebno mekoću i plastičnost. Obrada ove vrste materijala ne zahtijeva primjenu posebnih napora potrebnih za rad s limenim materijalima.
Stoga je u proizvodnji limenih cijevi za dimnjak potreban sljedeći set alata:
- Škare za rezanje metala. Ovaj alat pomaže u jednostavnom rezanju listova na željene komade, jer najveća debljina lima doseže 0,7 mm.
- Čekić s mekanom glavom. Također možete koristiti drveni čekić, čekić ili alat od čelika s mekanim gumenim držačem. Međutim, potonja se opcija koristi vrlo pažljivo ili se uopće ne poduzima, jer može prouzročiti deformaciju tankog lima i pokvariti cijelo djelo.
- Kliješta. Pomoću ovog alata rješavaju pitanje kako saviti cijev od kositra, jer je čelična, iako je tanka, stoga ju je nemoguće saviti rukama.
- Radni stol. Ovaj je uređaj potreban prilikom rezanja materijala i kod nanošenja oznaka.
- Kalibrirajući element. To može biti cjevasti proizvod promjera većeg od 10 centimetara, kao i kut s rubovima 7,5 centimetara. Ti elementi moraju biti dobro učvršćeni, jer će se na njihovoj površini izvesti zakivanje sučelja.
Uz ove alate, trebali biste pripremiti ravnalo ili mjeru vrpce i marker, koji je čelična šipka s oštrim rubom.
Faza III. Pripremamo drenažne elemente
Dakle, sada shvatimo ako se odlučite za kupnju pocinčanog lima i sami napravite odvod za svoju kuću. Rad s pocinčanim čelikom nije težak, jer je njegov zaštitni sloj dovoljno otporan na habanje i oštećenja, pa se takvi dijelovi lako savijaju, pa čak i podvrgavaju udarcima. Glavna stvar je izbjegavati duboke ogrebotine tijekom rada, to je sve.
Industrijski pocinčani žlijebovi najlakše su rezati turpijom s finim zupcima - metalnom pilom ili posebnom metalnom pilom. A za izradu malih rupa koristite posebne metalne škare. Ali postoji jedna stvar: za pocinčane oluke ne možete koristiti kutnu brusilicu poput brusilice, jer zagrijava čelik i uništava pocinčani premaz.
Prazna mjesta moraju se napraviti unaprijed - ovo su predlošci za sve elemente oluka. Na primjer, za lijevak ovo je segment prstena, a za cijev je pravokutnik. Štoviše, sa svime se tim lako možete nositi, a industrijski ili domaći strojevi samo će vam malo olakšati postupak. Danas za ovaj posao možete kupiti prilično raznoliku opremu za savijanje, na primjer, savijače s valjkastim pločama ili stroj za savijanje ili čak kotrljajuće grede:
Ovo su elementi koje ćete trebati izraditi:
Ili se čak ograničite na tako domišljato jednostavnu opciju koja ima pravo na život male seoske kuće ili vrtne zgrade:

A da biste od ovog materijala napravili visokokvalitetni sustav odvodnje, ne treba vam toliko:
- pocinčani limovi od željeza, debljine oko 0,7 mm;
- obične škare za metal;
- čekić, čekić i kliješta.
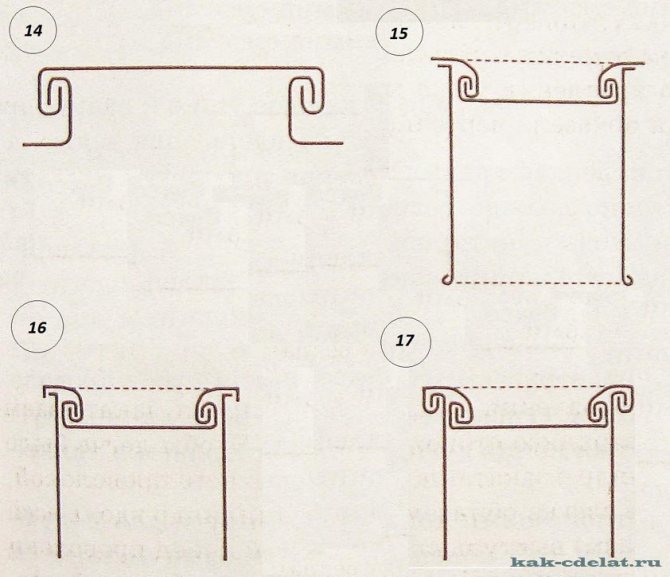
Sve zatvorene pocinčane žljebove napravite šavnim spojem. Ovo je brava u koju su povezani nabori i prilično je hermetična. Najlakši način za vas je napraviti jedan preklop s jednostavnim rasporedom na rubovima i s dva nabora. Ako želite napraviti nešto složenije, preklopnike usmjerite u suprotnim smjerovima. Za odvodne cijevi dovoljan je šav širine šava od 4 do 10 mm, stoga nemojte komplicirati cijeli postupak. Usput, gotovo svi pocinčani žljebovi povezani su presavijenom metodom. Stoga možete sigurno izraditi kutove i čarape bilo kojeg nagiba, kuta i konfiguracije.
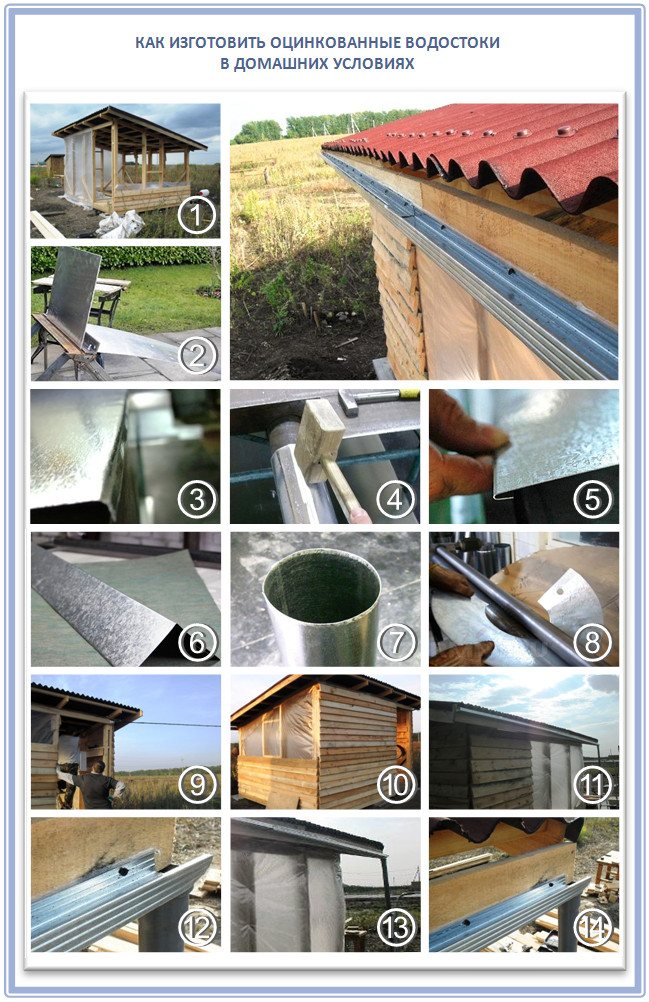
Evo jedne od najpopularnijih metoda za izradu pocinčanih elemenata oluka:
- Korak 1. Pažljivo razmotrite sam pocinčani lim: on mora biti ujednačen, s jednoličnom površinom i obrađenim rubovima. I, kada započnete izradu projekta vašeg budućeg sustava odvodnje, posebno istaknite sve elemente koji su vam potrebni. Nakon toga stavite pocinčani lim na tvrdu površinu i oštrim predmetom nacrtajte uzorak budućeg dijela.
- Korak 2. Ako radite na izradi cijevi, tada bi širina uzorka trebala biti jednaka budućem promjeru proizvoda plus 12 centimetara na svakoj strani za šav. Također, povećajte duljinu odvoda za nekoliko centimetara. Sada, metalnim škarama, izrežite obradak, ocrtajte nabor nabora i savijte rubove čekićem. Za to će biti dovoljno samo pola centimetra.
- Korak 3. Davanje obratku oblika odvodnog voda bit će jednostavno: samo ga omotajte oko predmeta željenog oblika, na primjer, plastične cijevi.
- Korak 4. Sada obrežite oluke i cijevi metalnom pilom. Sve rupe treba temeljito očistiti jednostavnom turpijom, jer će u protivnom ometati brtvljenje drenažnih zglobova.
- Korak 5. Samo zamotajte rubove traka na čelični kut, a zatim zarolajte list i učvrstite sve čekićem.
- Korak 6. Sada napravite preklop u obliku slova L i zakvačite rub u bravu. Osigurajte ovaj rub tapkajući rubove čekićem. Samo slijedite sve mjere opreza da se ne ozlijedite ili ne porežete oštrim rubovima lima.
Evo dobrog primjera i jednostavnog oluka od pocinčanog čelika:
Jedina poteškoća s kojom ćete se morati suočiti je spajanje međusobno izrađenih elemenata. Da biste to učinili, malo podesite kratki rub lista prije uvijanja tako da se ispostavi da je razrijeđen za nekoliko milimetara.
Evo još jedne praktične upute za rad s ovim materijalom:
- Korak 1. Za cijev trebate izrezati prazno iz punog lima, s jedne strane na 3,40 metara, a s druge na 3,30 metara.
- Korak 2. Sada izrađujemo šavove za cijev s obje strane. Da biste to učinili, na metalnom kutu jednostavno savijte rubove letaka za 7 mm čekićem i savijte ih u različitim smjerovima jedni od drugih pod kutom od 90 stupnjeva.
- Korak 3. Okrenite obradak savijenim uglovima prema gore i mlatom dovršavamo ovaj kut do 130-150 stupnjeva.
- Korak 4. Kao rezultat, vaš obradak trebao bi stršiti samo 1 cm od kuta i tapkati ga batom duž cijele duljine kuta. Napravite ove udarce tako da budu snažni i samopouzdani. Vaš čekić trebao bi ležati točno na ravnini kuta, a istodobno ne odstupati ni udesno ni ulijevo, kako ne bi oštetio šav.
- Korak 5. Sada stisnemo obradak oko neke druge cijevi i spojimo šavove. Nakon toga, obradak se udara čekićem na mjestu prianjanja sve dok uglovi u potpunosti ne pređu.
- Korak 6. Rezanje vaše gotove cijevi na zasebne elemente pomoći će vam najobičniji otvarač za konzerve, što je čudno. Tek nakon rezanja, očistite rubove.
Ako ste sve učinili ispravno, vaši bi se dijelovi trebali lako uklopiti s ostalim elementima sustava oluka, čak i tvornički izrađenim.
Pripremna faza
Prvo se na lim kositra stavljaju oznake duž kojih će se rezati poluproizvod. Drugim riječima, potrebni je dio izrezan iz određenog lima, od kojeg će se oblikovati kontura buduće cijevi. Postupak označavanja provodi se na sljedeći način: list se postavlja na radni stol i od gornjeg ruba mjeri segment jednak duljini cijevi. Ovdje se oznaka vrši pomoću markera.

Zatim se pomoću kvadrata povlači crta duž ove oznake okomito na bočni rub. Sada duž ove crte opseg cijevi, isto se radi uz gornji rub. Istodobno se dodaje oko 1,5 cm duž oba ruba kako bi se oblikovali rubovi koji se spajaju. Gornja i donja oznaka su povezane i izradak je izrezan.
Da biste odredili opseg, možete upotrijebiti vrpcu ili se prisjetiti školskog tečaja geometrije.
Kako izraditi tijelo cijevi od kositra
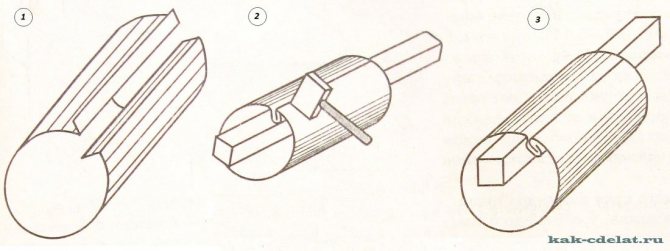
Svrha ove faze je oblikovanje profila cijevi. Dužinom obratka na dnu i na vrhu povlači se crta duž koje će se nabori savijati. U ovom se slučaju na jednoj strani mjeri 5 mm, a na drugoj 10 mm. Nabori moraju biti savijeni pod kutom od 90 0. Da biste to učinili, obradak je položen na čelični kut, poravnavajući liniju nabora s rubom kuta. Udarivši čekićem u rub, savijte ga na okomitu stranu kuta.
Preporuča se postupno savijanje proizvoda, prolazeći čekićem duž cijele duljine. U tom slučaju možete početi savijati kliještima.

Sada, na pregibu, čija je veličina 10 mm, napravljen je još jedan nabor da se stvori vrsta slova G. U procesu presavijanja nabora morate osigurati da gornji nabor bude paralelan s izratkom i duljina mu je 5 milimetara. Stoga, kada crtate liniju nabora nabora, na jednoj strani izmjerite 0,5 cm jednom, a na drugoj strani - dva puta 0,5 cm svaka.
Pričvršćivanje pocinčanog dna
Glavni materijal u proizvodnji dna bit će pocinčani lim. Najprikladnija opcija bila bi prikladna duljina lima za dimenzije okvira broda. Ako nije moguće kupiti željezo ove veličine, tada možete uzeti dva lista, ali tijekom gradnje plovila mogu se pojaviti neke poteškoće. Glavne radnje pri izvođenju takvog posla su:
- Izrežite komad pocinčanog čelika uz dno čamca. Da biste to učinili, kontura se može ocrtati markerom i odrezati.
- Nanesite brtvilo ravnom crtom na donje dijelove stranica, na njega je položena posebna nit. Ako nema ni jednog ni drugog, tada se sve može zamijeniti bojom i vučom. Te će radnje spriječiti curenje čamca.
- Na vrh smo stavili pocinčano.
- Popravljamo ga samoreznim vijcima s presicom ili čavlima (1,8x32). Morate početi popravljati od sredine do rubova. Udaljenost između nosača je približno 2-5 cm.
- Nadvisivani, pocinčani željezo obrezuje se i tapka čekićem.
- Dalje, trebate ojačati nos. To radimo i uz pomoć kositra.
Preporučujemo da pročitate: Koje karakteristike ima pilot brod?

Daljnji rad sastoji se u lakiranju i sušenju čamca. Sušenje se uvijek provodi u hladu. Po želji možete zaštititi dno od korozije, prekriveno je uljnom bojom u nekoliko slojeva.
YouTube je odgovorio pogreškom: prekoračeno je dnevno ograničenje. Kvota će se resetirati u ponoć po pacifičkom vremenu (PT). Možete pratiti upotrebu svoje kvote i prilagoditi ograničenja u API konzoli: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
Obrada spoja šava
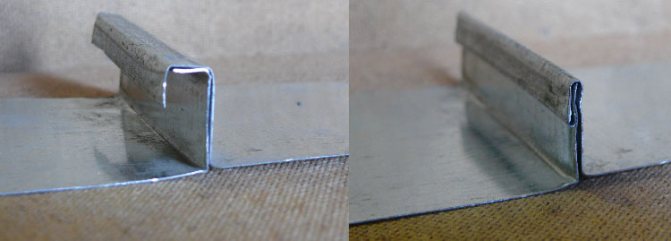
Posljednja faza uključuje obradu šava, tj. Njegovo prešanje. Da biste to učinili, gornji dio nabora u obliku slova L preklopljen je prema dolje, omatajući rub drugog nabora. Rezultat bi trebao biti vrsta sendviča okomitog na cijev. Da biste dobili čelni zavar, trebate pritisnuti sendvič na proizvod.

Za veću pouzdanost, šav na stražnjoj strani ojačan je zakovicama. No, sami napravite cijevi od kositra pomoću ove metode spajanja ne trebaju dodatno pojačanje.
Kako napraviti cijev od kositra - napravite to sami limene cijevi
Domaći graditelji pokušavaju pronaći najviše proračunskih mogućnosti za rješavanje problema. Stoga je pitanje kako napraviti cijev od kositra vlastitim rukama relevantno za mnoge amaterske obrtnike. Napokon, domaći cjevasti proizvod izrađen od kositra može biti posve usporediv s olucima ili crijevima koji leže na policama u specijaliziranim prodavaonicama.
Stoga morate naučiti više o postupku izrade limene cijevi koja ima karakteristike poput tvorničkih proizvoda.
Značajke izvornog materijala
Prije nego što nastavite s proizvodnjom cijevi od lima, trebali biste bliže pogledati materijal od kojeg će cijev biti izrađena i njegove značajke. Za početak vrijedi reći da se radi o proizvodima valjanog tipa, drugim riječima, lim je čelični lim koji je prošao kroz valjke valjaonice i ima debljinu od 0,1-0,7 mm.
Uz postupke valjanja, tehnologija proizvodnje lima podrazumijeva i obradu gotovih valjanih proizvoda od stvaranja korozivnih procesa. Da biste to učinili, na čelik se nakon valjanja nanosi sloj materijala koji nije podložan koroziji.
Rezultat izvedenih radnji je čelični lim čija širina može varirati od 512 do 1000 mm, s kromiranim ili cinkovim premazom. Gotov proizvod je plastičan, tako da se kositrom može lako rukovati. U tom se slučaju valjana ukrućenja po snazi mogu usporediti s čeličnim proizvodima. To omogućuje upotrebu lima u proizvodnji proizvoda složenog dizajna.
Stroj za valjanje profilnih cijevi u proizvodnji i kod kuće + video
Metalne konstrukcije su uvijek vrlo popularne zbog svoje čvrstoće, uslijed čega stroj za valjanje profilne cijevi neće stajati u praznom hodu ni u jednom pogonu, a neće ozlijediti ni kod kuće.
1 Što je valjaonica za proizvodnju oblikovane cijevi
Prekrasna moderna regalna jedinica, aluminijska stepenica, staklenik u prigradskom gospodarstvu, vizir iznad vrata - sve je to najčešće izrađeno od metalnih profila. Mogu biti pravokutne (uključujući kvadratne), poligonalne i ovalne, a da ne spominjemo kružne cijevi. Ovi proizvodi od čelika i aluminija proizvode se na posebnim valjaonicama. Bez obzira na oblik i kalibar presjeka, izrada profila može se izvoditi u punom ciklusu, odnosno počevši od sirovina i završavajući gotovim proizvodima, ili samo hladnim prešanjem uobičajene okrugle cijevi.
Preporučujemo da se upoznate
Tehnologija oblikovanja proizvoda iz ingota ili čak s predlijevanjem provodi se na velikim industrijskim linijama, gdje gredica prolazi kroz nekoliko faza obrade. U takvoj su proizvodnji uključeni mlinovi za lijevanje i valjanje, reverzibilni jedno-stalni ili više-stalni, kontinuirani vodovi, kao i mlinovi za hladno valjanje. Sve gore navedene jedinice ili samo neke od njih mogu biti uključene u jedan industrijski kompleks. Ako na početku tehnološkog postupka nije osigurano lijevanje, metalni ingoti koriste se kao sirovine.
Mnoge metalne konstrukcije ne zahtijevaju posebnu čvrstoću, a profili za njih ne trebaju biti izrađeni s unaprijed određenim svojstvima, poput visokog stupnja elastičnosti ili velike vlačne čvrstoće. U tom će slučaju biti dovoljno dobiti čelične i aluminijske proizvode hladnim valjanjem u valjcima iz kružne cijevi. Slična linija može se sastaviti u maloj sobi, a za male proizvode, zasebni mlin može se lako instalirati u kućnu radionicu u prigradskom području. Glavna stvar je da u blizini nema stambenih prostorija, budući da je buka od obrade metala kompresijom prilično jaka.
2 Kako funkcionira stroj za valjanje profilnih cijevi
Razmotrite različite redoslijede obrade obratka prije nego što ga pretvorite u gotov profil.Krenimo s postupkom lijevanja i valjanja, kada je odmah nakon stroja za kontinuirano centrifugalno lijevanje gredice debelih zidova ugrađen mlin s valjcima koji po ulasku u kalup počinju stvarati šuplji cilindar za lijevanje. Ova tehnologija omogućuje upotrebu visoke zaostale temperature proizvoda. Takve se linije nazivaju cvjetajuće crte, s kojih se izvlače obradci za daljnje, točnije valjanje, koje se mehaničkim škarama ili pilama unaprijed izrežu na potrebnu veličinu.
Stroj za kontinuirano valjanje za proizvodnju cijevi bez bešavnog oblika linija je od više jedinica, u koju se kao sirovina ubacuje ingot ili čelični krug, čije su dimenzije prethodno upisane u crteže. Korištenjem poprečno spiralnih valjaka na probojnom mlinu stvara se šupljina u izratku, uslijed čega se dobiva međuprodukt - čahura. U njemu se oblikuje jednoliki unutarnji promjer pomoću mlaznice na kalibracijskom trnu s povremenim povremenim vanjskim hodanjem na oblikovanom mlinu.
Drugi način izrade cijevi je zavarivanje peći od metalne trake. Prvotno smotan u valjak, odmotava se po ulasku u proizvodnu liniju, zavaren do kraja prethodnog koji je već bio uključen u tehnički postupak i poslan u mlin kroz plinsku peć. Tamo se traka smota u cijev, prolazeći 12 valjka, od kojih se svaki par kombinira s mjeračem. Kada su rubovi zavoja spojeni, metal, zagrijan u peći na 1350 stupnjeva, sam se zavaruje. Mehaničke pile dijele gotov proizvod na dijelove koji se baždare i valjcima koji drobe zidove šalju u sljedeći mlin dok se ne stvori željeni profil.
Najjednostavnija opcija su hladno valjani proizvodi iz gotovih okruglih cijevi. Zapravo je ovo zasebno uključena posljednja faza prethodno opisanog tehničkog postupka, s jedinom razlikom što se gotove metalne cijevi s prstenastim rezom u početku kupuju kao sirovine. Role s odgovarajućim oblikom udubljenja ugrađuju se u redove u parovima, pri čemu se svaki red rotira u suprotnom smjeru. Općenito, takva jedinica zauzima malo prostora, a najmanji modeli mogu se instalirati u kućnu radionicu.
Za valjaonicu, prije svega, trebate pouzdanu podlogu, pričvršćenu vijcima za težak radni stol ili izravno za betonski pod, tako da mehanizam tijekom rada ne popušta.
Potrebni alati
Popis alata i uređaja potrebnih za izradu pocinčanih cijevi za dimnjake vlastitim rukama zaslužan je za svojstva kositra, posebno mekoću i plastičnost. Obrada ove vrste materijala ne zahtijeva primjenu posebnih napora potrebnih za rad s limenim materijalima.
Stoga je u proizvodnji limenih cijevi za dimnjak potreban sljedeći set alata:
- Škare za rezanje metala. Ovaj alat pomaže u jednostavnom rezanju listova na željene komade, jer najveća debljina lima doseže 0,7 mm.
- Čekić s mekanom glavom. Također možete koristiti drveni čekić, čekić ili alat od čelika s mekanim gumenim držačem. Međutim, potonja se opcija koristi vrlo pažljivo ili se uopće ne poduzima, jer može prouzročiti deformaciju tankog lima i pokvariti cijelo djelo.
- Kliješta. Pomoću ovog alata rješavaju pitanje kako saviti cijev od kositra, jer je čelična, iako je tanka, stoga ju je nemoguće saviti rukama.
- Radni stol. Ovaj je uređaj potreban prilikom rezanja materijala i kod nanošenja oznaka.
- Kalibrirajući element. To može biti cjevasti proizvod promjera većeg od 10 centimetara, kao i kut s rubovima 7,5 centimetara.Ti elementi moraju biti dobro učvršćeni, jer će se na njihovoj površini izvesti zakivanje sučelja.
Uz ove alate, trebali biste pripremiti ravnalo ili mjeru vrpce i marker, koji je čelična šipka s oštrim rubom.
Pripremna faza
Prvo se na lim kositra stavljaju oznake duž kojih će se rezati poluproizvod. Drugim riječima, potrebni je dio izrezan iz određenog lima, od kojeg će se oblikovati kontura buduće cijevi. Postupak označavanja provodi se na sljedeći način: list se postavlja na radni stol i od gornjeg ruba mjeri segment jednak duljini cijevi. Ovdje se oznaka vrši pomoću markera.
Zatim se pomoću kvadrata povlači crta duž ove oznake okomito na bočni rub. Sada duž ove crte opseg cijevi, isto se radi uz gornji rub. Istodobno se dodaje oko 1,5 cm duž oba ruba kako bi se oblikovali rubovi koji se spajaju. Gornja i donja oznaka su povezane i izradak je izrezan.
Kako izraditi tijelo cijevi od kositra
Svrha ove faze je oblikovanje profila cijevi. Dužinom obratka na dnu i na vrhu povlači se crta duž koje će se nabori savijati. U ovom se slučaju na jednoj strani mjeri 5 mm, a na drugoj 10 mm. Nabori moraju biti savijeni pod kutom od 90 0. Da biste to učinili, obradak je položen na čelični kut, poravnavajući liniju nabora s rubom kuta. Udarivši čekićem u rub, savijte ga na okomitu stranu kuta.
Preporuča se postupno savijanje proizvoda, prolazeći čekićem duž cijele duljine. U tom slučaju možete početi savijati kliještima.
Sada, na pregibu, čija je veličina 10 mm, napravljen je još jedan nabor da se stvori vrsta slova G. U procesu presavijanja nabora morate osigurati da gornji nabor bude paralelan s izratkom i duljina mu je 5 milimetara. Stoga, kada crtate liniju nabora nabora, na jednoj strani izmjerite 0,5 cm jednom, a na drugoj strani - dva puta 0,5 cm svaka.
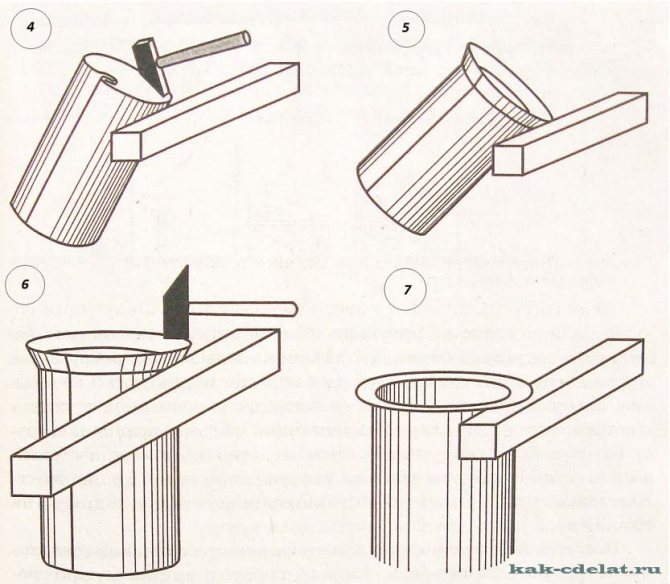
Nakon završetka oblikovanja nabora, možete prijeći na oblikovanje tijela cijevi. Za to se prazni list stavlja na element za kalibriranje i tapka čekićem ili drugim prikladnim alatom kako bi se dobio profil određenog oblika. Obradak prvo uzima oblik slova U, a zatim postaje okrugli. U tom se slučaju nabori moraju spojiti.
strojevi za savijanje dimnjaka i cijevi
Metal Master nudi vam širok raspon ručnih strojeva za dimnjake. Oprema koja se prodaje odlikuje se pouzdanošću, izradom i niskom cijenom.
Tijekom dugog razdoblja našeg rada (12 godina) dobili smo ogromnu količinu pozitivnih povratnih informacija od zadovoljnih kupaca.
Video: pregled stroja za savijanje dimnjaka
Video: pregled valjaka za savijanje cijevi
Pomoći ćemo vam da pronađete pristojan stroj za savijanje izrade dimnjaka. Ispod će se ponuditi praktični savjeti, nakon što poslušate koje možete odabrati najbolju opciju opreme za svoju proizvodnju:
- Odaberite jedinicu s marginom. Trebao bi omogućiti obradu metala debljine 30-50 posto;
- Pažljivo proučite tehničke karakteristike stroja. Morate točno znati oblik metalnih dijelova koje ćete proizvoditi sljedećih nekoliko godina. Koja je oprema potrebna, stacionarna ili mobilna? Sve ovisi o mjestu instalacije;
- Trebaju li vam dodatne mogućnosti za kvalitetan rad (noževi s valjcima, stolovi za potporu)?
Ako vam je potreban mobilni stroj za popravak ili gradilište, najbolje rješenje bilo bi kupiti ručni stroj za savijanje limova.
Težina takve opreme ne prelazi 250 kg., Debljina lima može varirati od 0,63 mm do 1,5 mm, duljina lima (1040 mm do 2050 mm).
Strojevi za savijanje lima Metal Master serije LBM i LBA savršeni su za rješavanje tehnoloških problema u ograničenom proizvodnom prostoru. Rad u radionici zahtijeva pouzdanu i izdržljivu tehnologiju poput ručnih strojeva za cijevno savijanje.
Prisutnost posebnih poliranih jastučića omogućit će vam rad s metalom koji ima premaz u boji ili laku ili polimeru.
Da biste proizveli visoko precizno savijanje lima i od njega stvorili proizvod složenog oblika, na primjer, kao što je dimnjak, trebat će vam segmentni stroj za savijanje limova (lako podešavanje tlaka lima, prisutnost opružni kompenzator, nema ograničenja za dubinu praznog hranjenja).
ONLINE emitiranje iz demonstracijske sobe Metal Master
metalmaster.ru
Obrada spoja šava
Posljednja faza uključuje obradu šava, tj. Njegovo prešanje. Da biste to učinili, gornji dio nabora u obliku slova L preklopljen je prema dolje, omatajući rub drugog nabora. Rezultat bi trebao biti vrsta sendviča okomitog na cijev. Da biste dobili čelni zavar, trebate pritisnuti sendvič na proizvod.
Za veću pouzdanost, šav na stražnjoj strani ojačan je zakovicama. No, sami napravite cijevi od kositra pomoću ove metode spajanja ne trebaju dodatno pojačanje.
Kako napraviti pocinčanu cijev vlastitim rukama?
Možete slobodno kupiti pocinčane cijevi, ali troškovi takvih proizvoda prilično su visoki, pa je želja za izradom pocinčane cijevi vlastitim rukama diktirana, prije svega, razmatranjima ekonomičnosti.
Istodobno, proizvodnja pocinčanih cijevi ne zahtijeva upotrebu posebnih napora, posebne skupe armature i alata i nekakvo profesionalno znanje, pa se svaki domaći obrtnik može nositi s tim, u čijem se arsenalu nalazi set standardne stolarije alata.
Postupak montaže okvira
Nakon pripreme svih dijelova za čamac, nastavljamo s izravnim postupkom montaže čamca od pocinčanog čelika i ploča vlastitim rukama. Da biste to učinili, morate učiniti sljedeće:
Preporučena literatura: Koje su karakteristike broda Riviera?
- U pramcu je potrebno kombinirati dvije strane i trokutastu prazno mjesto za luk. Kao spojni elementi mogu se koristiti čavli ili samorezni vijci. Ako blok strši iznad bočnih strana, tada se mora izrezati u jednu razinu.
- Sljedeći je korak instaliranje privremenog odstojnika. Ovom se procesu mora pristupiti pažljivo. Tako da prilikom savijanja stranice ne pucaju, odstojnik je podložen pod ne prevelikim kutom.
- Nakon ugradnje odstojnika, potrebno je dodatno saviti stranice. Uže ili par pomagača učinit će posao.
- Zamjenjujemo stražnji dio, namještamo, uklanjamo potrebnu skosnicu. Morate se dobro uklopiti kako ne biste ostavili praznine. Sve bi trebalo dobro stati.
- Završivši ugradnju, čekićemo bočne stranice i otpiljemo sve izbočine.
- Nakon sastavljanja stranica, postavljamo trajne nosače dok uklanjamo privremene. Koliko detalja treba postaviti ovisi o željama vlasnika.
Prije pričvršćivanja drvenih dijelova čavlima ili samoreznim vijcima vrijedi prethodno bušiti rupe bušilicom. Ova metoda sprečava pucanje ploča.
Završna faza u montaži drvene konstrukcije bit će skošenje na donjim dijelovima stranica, odstojnika i premazivanje zaštitnog antiseptičkog sloja.
Karakteristike pocinčanih cijevi
Pocinčane metalne cijevi koriste se za opremanje dimnjaka; popularne su zbog svoje male težine i, sukladno tome, jednostavnosti ugradnje. Pocinčani dimnjaci ne zahtijevaju izgradnju temelja, a to značajno smanjuje troškove opreme za dimnjake.

Takve cijevi udovoljavaju standardima zaštite od požara, podnose temperature do 900 °, pa se čak mogu koristiti i za odvođenje dima iz kotlova i peći za grijanje na kruta goriva.
Također, pocinčane cijevi u kućnoj gradnji koriste se za opremanje oluka. Takve cijevi već su prilično pristupačne u smislu troškova, ali istodobno postupak može biti još jeftiniji upotrebom ručno izrađenih proizvoda.
Izgradnja pocinčanih proizvoda
Proizvođači proizvode modifikacije ovih dimnjaka s jednim i dvokružnim krugovima.
Proizvodi od pocinčanog čelika s jednim krugom često se ugrađuju unutar kuće ili su obloženi opekom.

Da bi se izbjeglo stvaranje kondenzacije, mora biti izolirana. Ne preporučuje se uporaba jednokružnih dimnjaka izrađenih od pocinčanog čelika bez izolacije izvana.
Može se postaviti samostalno u roštilj ili prostor za roštilj.
Dvokružna modifikacija (sendvič pocinčane cijevi) nazvana je tako zbog višeslojne. Sastoji se od tri komponente, dvije unutarnje i vanjske cijevi, koje su izolirane mineralnom vunom ili drugom vatrostalnom izolacijom.
Ovaj se dizajn brzo zagrijava, što aktivira rad uređaja za grijanje i minimalizira količinu vlage koja se nakuplja na zidovima.
Dajući prednost pocinčanoj sendvič cijevi, možemo govoriti o estetskom izgledu koji se skladno uklapa u cjelokupni dizajn vanjštine. Uz gore opisanu tehnologiju, konstrukcije se izrađuju od takozvanog crnog čelika.
Ove pocinčane sendvič cijevi pretpostavljaju da će cijev ugrađena iznutra biti izrađena od običnog čelika.
Pocinčane cijevi za sendvič za dimnjak koriste se u kućama s kotlovima za grijanje, pećima ili kaminima. Također je najbolja opcija za kupke i saune.
Budući da se uređaj kupke razlikuje od obične kuće, kako bi se održala visoka temperatura u parnoj sobi, koristi se sendvič struktura, a prostor između njih ispunjen je mineralnom vunom, što je toplinska izolacija ekološki prihvatljivog sastava a istodobno nije izložen vatri pri visokim temperaturama.
Što trebate za izradu pocinčane cijevi
Kod kuće za izradu pocinčane cijevi potreban vam je lim od kositra; materijal zbog svoje mekoće i duktilnosti ne zahtijeva posebne napore.
Lim se industrijski izrađuje od tankog lima debljine 0,1 do 0,7 mm na strojevima za valjanje, nakon čega se prekrivaju antikorozivnim zaštitnim slojem kroma, kositra ili cinka. Napokon, obradci se režu na standardne veličine, širine od 512 mm do 2000 mm.

Snaga takvih proizvoda ni na koji način nije inferiorna od čeličnih kolega, pogotovo ako materijal ima dodatna ukrućenja, ali istodobno je vrlo plastičan i omogućuje ručno postavljanje cjevovoda složenog oblika. Premaz protiv korozije štiti cijev od vanjskog okoliša.
Problem takvih cijevi je nedovoljna čvrstoća na savijanje, stoga se za proizvodnju otvorenih dijelova u strukturu uvode ukrućivači kako bi se ojačao proizvod.
- u trgovinama je predstavljen širok raspon takvih cijevi različitih veličina: jednokružni;
- dvostruki krug (izrađen u obliku sendviča i sastoji se od unutarnje i vanjske cijevi);
- valovita, koju karakterizira povećana fleksibilnost.
Bilješka! Kod kuće je tehnički moguće napraviti samo cijev s jednim krugom.
Pri odabiru debljine lima treba uzeti u obzir svrhu cijevi. Primjerice, pocinčana cijev za uklanjanje dimnih plinova iz peći i kamina na kruto gorivo mora imati povećanu otpornost na visoke temperature, a ujedno i visoka antikorozivna svojstva.
To je važno! Što je temperatura radnog medija viša, zidovi cijevi moraju biti deblji.
Instrumenti
Za rad su potrebni posebni alati za savijanje, pravilno mjerenje kuta savijanja i rezanje cijevi na željenu duljinu.




Izbor proizvoda
Trajnost odvoda ovisi o materijalu proizvoda. Mora biti izdržljiv i otporan na vanjske iritante kao što su temperatura, oborine i sunčeva svjetlost.
Sljedeći su zahtjevi uredno ispunjeni:
- Cink čelik. Ovo je proračunska opcija koja nije trajna. Prilikom uklanjanja leda, konstrukcija se lako može oštetiti pomoću trake.
- Metalne pločice presvučene polimerom. Materijal dobro podnosi ekstremne temperature, ne korodira zbog premaza. Međutim, nema svojstva zvučne izolacije.
- Čelični lim s bojom kao zaštitom. Potonji se uništava mehaničkim naprezanjem, stoga se takav ujed mora povremeno ažurirati.
- Plastika. Ovaj je materijal otporan na koroziju, UV svjetlost i kiselinske oborine. Na kiši praktički uguši buku.
- Bakar i legure titana. Opcija je najpouzdanija i izdržljiva, ali košta više od sličnih.
Gotovo sve opcije uključuju izbor boje. U svakom slučaju, trebali biste obratiti pažnju na parametre elemenata. Dakle, ako je površina padine manja od 250 kvadratnih metara. metara, tada je za oluk dovoljna širina od 125 mm, a za cijev promjera 90 mm. U drugim slučajevima vrijedi odabrati velike podatke.
Upute za proizvodnju pocinčanih cijevi
Prije svega, trebate označiti željezni lim primjenjujući preklopne linije preklopa s jedne strane veličine 5 mm, s druge strane dva puta po 5 mm, preklop s jedne strane trebao bi biti širi od druge kako bi se oblikovao jak šav u budućnosti. Savijte list pod kutom od 90 ° s obje strane kutom i kliještima.

To je važno! Savijte oblik postupno, pomičući se s jednog ruba na drugi duž linije nabora.
Zatim, okrećući obradak, stvaraju se nabori, kut se podešava na 135-140 °, tapkajući rubove lima čekićem ili čekićem mekanim udarcem, kako ne bi oštetili materijal proizvoda. Nakon stvaranja nabora, možete prijeći na stvaranje same cijevi.
Pričvrstite obradak na predložak za dimenzioniranje kako biste ga oblikovali i ponovno tapkajte dok se nabori ne sjedine.
Široki rub ponovno je savijen paralelno s ravninom proizvoda pod kutom od 90 °.
Posljednja faza je spajanje krajeva ravnim šavom pomoću čekića.
Poravnajte nabore, savijte vodoravni dio drugog nabora, omotajući njime prvi nabor, a zatim savijte ovaj šav, čvrsto ga pritiskajući na ravninu cijevi.
Spoj možete dodatno ojačati metalnim zakovicama pomoću aparata za zavarivanje, iako najčešće pocinčane cijevi povezane ravnim šavom ne trebaju dodatno pojačanje.
Normativni dokumenti
Počnimo s najtajnijim i najtajanstvenijim, činjenica je da za takvu vrstu materijala nemaju vlastiti standard. Tako se ispostavlja, sam proizvod postoji i proizvodi se već dugo, ali GOST za pocinčanu metalnu cijev ne postoji.
Bilješka! Dugo se proizvodnja pocinčanih cijevi provodi u skladu sa standardom za metalne cijevi, iz kojeg je posuđen asortiman proizvoda.
Zapravo se pocinčani materijali proizvode u skladu sa sljedećom dokumentacijom:
- Proizvodnja metalnih cijevi u skladu s GOST 3262 75;
- Uzdužne električno zavarene pocinčane cijevi u skladu s GOST 10704 91.
Ako je s prvim standardom jasno, tada je potpuno nejasno zašto se drugi GOST koristi za pocinčanu cijev? Ovo je dovoljno lako objasniti. Činjenica je da su cjevovodi obično izloženi agresivnom vanjskom djelovanju koje dovodi do korozije, posebno su uzdužne zavarene cijevi najprikladnije za rješavanje ovog problema, tj.imaju nisku cijenu, ali istodobno su izuzetno zaštićeni od korozije.
Bilješka! Ne postoje zabrane za proizvodnju takvih materijala - spiralnih ili bešavnih, nema potrebe za jednostavnom proizvodnjom pocinčavanja visoke čvrstoće i debelih zidova. A instalater može izvršiti hladno pocinčavanje nakon završetka rada.