Vrste cijevnih priključaka
Postoji nekoliko glavnih načina spajanja plinskih cijevi, odnosno:
- Zavarivanje - izvode ga isključivo stručnjaci koji imaju dozvolu za rad sa aparatom za zavarivanje. Svaki zaposlenik mora imati osobnu iskaznicu.
- Navoj ili ugradnja - također uključuje zavarivanje laganih cijevi, s time da su utičnice zapečaćene vlaknima konoplje. Čitav postupak rada vrlo podsjeća na spajanje kanalizacijskih cijevi. Treba napomenuti da se vlakno unaprijed namoči otopinom lanenog ulja ili ulja za sušenje. Također možete koristiti spojnice koje mogu imati i duge i kratke navoje.
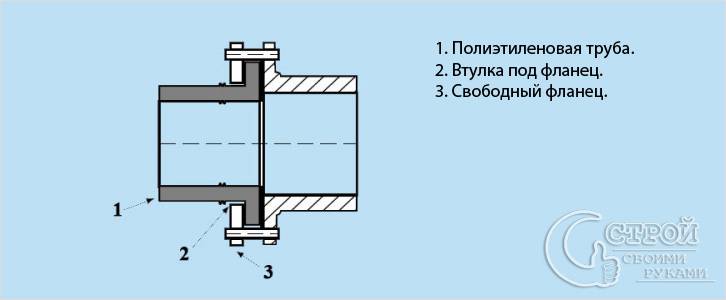
- Prirubnica je jedan od najčešćih načina spajanja, budući da ima prilično lagan dizajn sklopa. Istina, prema riječima stručnjaka, manje je pouzdan od zavarivanja.
Sve gore navedene metode povezivanja koriste profesionalni obrtnici koji koriste specijaliziranu opremu.

Da biste samostalno povezali plinske cijevi u kući ili stanu, morate pripremiti sljedeće alate i materijale:
- ključ za podešavanje plina;
- vuča i mast;
- priključna crijeva ili cijevi;
- ako je potrebno, spojnica s navojem s obje strane.

Ako isključite dovod plina i odzračite cijevi, kao što je prethodno preporučeno, tada u sljedećem koraku trebate odrezati nepotrebne dijelove plinskih cijevi. Da biste to učinili, možete koristiti brusilicu, a ako nije dostupna, tada je metalna pila za metal sasvim prikladna, ali u ovom će slučaju postupak biti dug i složeniji.

Nakon što uklonite nepotrebni dio plinske cijevi, morate pažljivo zavariti ili zalemiti jedan kraj.
Ako trebate spojiti jedan kraj cijevi na crijevo za plin, tada ćete morati navojiti piljeni komad. Za to postoji posebna mlaznica, na koju ćete se morati pomicati nekoliko puta.

Dalje, vuča se namota na izrađeni navoj, koji je impregniran mašću i spojen na crijevo. Svi se ti radovi izvode pomoću plinskog ključa za podešavanje. Ako planirate instalirati novu cijev, tada možete upotrijebiti poseban spojni adapter. Ovaj element ima gotov navoj s obje strane i maticu koja se uvrće na glavnu i na novu cijev.

Ova se metoda može koristiti u višestambenim zgradama, ali samo trebate biti sigurni da nema curenja. Da biste to učinili, morate otvoriti dovod plina, a zatim nanijeti otopinu sapuna na sve spojeve cijevi.
Ako nikada niste sami radili takav posao, onda je najbolje taj posao povjeriti profesionalcima.
Priključak plinske cijevi
Velike čelične cijevi sa zavarenim šavovima obično se koriste za plinovode s presjekom ½ - 2. Bešavne cijevi prikladne su za veće spojeve u plinskom sustavu. Najbolje je postaviti podzemne cjevovode od bitumenskog čelika bez šavova, koji nemaju zavarene, već navojne spojeve. Načelo prianjanja u njihovim dijelovima je slično onom koji se koristi u vodovodu (prema vrsti okova). U tom su slučaju utičnice zabrtvljene modernim brtvilima ili lanom s posebnom impregnacijom.

Neželjeno je začepiti zaporne cijevi plinovoda, jer će u ovom slučaju biti problematično otvoriti ih u slučaju hitne potrebe. Takve slavine trebaju biti čvrsto postavljene jedna uz drugu i zatvorene rukom ili ključevima.U podrumu su cijevi spojene stezaljkama i nosačima, a tamo gdje prolaze kroz zid zaštićene su posebnim poklopcem. U zidno-betonskom zidanju površina plinovoda je dodatno obložena izolacijskom antikorozivnom bojom.
Brtvila za priključke plinskih cijevi neophodni su sastavi i uređaji čija se upotreba ne može zanemariti. Oni pružaju odgovarajuću razinu pouzdanosti spojeva i omogućuju produženje vijeka trajanja opreme.



Brtvljenje domaćeg kanala
Ventilacija u stanovima i seoskim kućama provodi se tankozidnim elementima. Često su zračni kanali izrađeni od pravokutnog presjeka ili od valovite cijevi. Navoja navoja na takvim vezama nije moguća. Stoga se brtvljenje ventilacijskih spojeva provodi na druge načine:
- kroz prirubnice,
- nametanje zavoja,
- raširena metoda s umetanjem jednog kanala u drugi.
Prirubnički spoj najčešće se koristi za nekružne kanale. Brtvljenje se vrši pomoću mekih brtvi poput pjenaste gume. Oblik brtve mora odgovarati presjeku kanala.
Kod ostalih metoda, praznine nastale nakon spajanja zračnih kanala ispunjavaju se mastiksima, u skladu s njihovim temperaturnim karakteristikama, koje odgovaraju radnim uvjetima zračnog voda. Ponekad je spoj kanala omotan samoljepljivom trakom.

Obujmice za zavoj koje se koriste za spajanje okruglih kanala
Primjena FUM-a
FUM trake i navoji koriste se za brtvljenje navojnih spojeva za opskrbu toplom vodom (PTV), sustave grijanja (CO) i opskrbu hladnom vodom (HVS). Također se koriste prilikom spajanja plinskih uređaja na plinovod.
Fluoroplastika je plastični i čvrsti materijal s talištem iznad 400 stupnjeva, otporan na kisik i korozivne tekućine. Navoj i traka popunjavaju neravnine navoja i brtve spoj. Brtvene trake FUM proizvode se širine 10-16 mm i debljine 0,08-0,12 mm, navoji FUM - promjera 0,4-1,5 mm. S padovima temperature i vibracijama, FUM se deformiraju, a navojni spoj curi.
Debljina namota trake ovisi o promjeru cijevi i debljini trake. Za cijevi promjera do 20 mm namotaju se 2-3 sloja trake debljine 0,12 ili 1-1,5 sloja konca. Za cijevi promjera do 40 mm namotano je 5-6 slojeva ili 2-3 sloja konca. Za cijevi promjera preko 40 mm namotano je 8 ili više slojeva trake ili 5 ili više slojeva konca. Za glavne cjevovode poželjnije je koristiti trake sa silikonskim mastiksima.

Ako je konac hrđav, debljina namota se udvostručuje. Prije navijanja trake, navojni spoj se očisti željeznom četkom i ispuše komprimiranim zrakom. Traka i navoj su namotani na cijev ili navoj fitinga u interferenci snagom od 0,5-1 kg u smjeru kazaljke na satu. Da biste začepili navojne spojeve plinskih uređaja, namotajte ga u smjeru suprotnom od kazaljke na satu.
Sužava se od ruba zgloba. Ako su nakon uklanjanja hrđe na nitima vidljive jamice i oštećenja, upotrijebite drugo brtvilo. FUM se koristi za brtvljenje netaknutih navojnih spojeva.
Nemojte koristiti FUM za brtvljenje cijevi za grijanje. Promjene temperature oštetit će FUM, spoj će propustiti, a voda ili para koja curi iz sustava grijanja uzrokuju opekline.
Koristi li se traka FUM za brtvljenje cijevi za grijanje pare i vode? Ne, iskusni vodoinstalateri brtve takve spojeve samo lanom (vučom) i brtvilom.
Kako zapečatiti
Za brtvljenje navojnih spojeva dostupne su mnoge vrste brtvila. Vrpca "fum", lan, "tangit" - ponekad oči pobjegnu od izbora. Nedavno se pojavila novost - anaerobno brtvilo za navojne spojeve (molimo nemojte ga miješati s lanenom pastom), što uvelike pojednostavljuje postupak.
Anaerobno brtvilo ima nekoliko značajnih nedostataka: 1.Dijelovi koje treba spojiti moraju biti suhi i čisti - to može predstavljati ozbiljan problem prilikom popravljanja i zamjene dijelova u radnom sustavu. 2. Potrebno je vrijeme da se brtvilo stvrdne, iako beznačajno, ali usporava cijeli postupak ugradnje. Uz to, postoji razlog da se vjeruje da povezani dijelovi ne bi smjeli na bilo koji način ometati tijekom naknadnih popravaka. Općenito, takvo je rješenje prikladno za početnike, za manje popravke. Ovaj materijal nije baš prikladan za profesionalce.
Napomena: Dobar vodoinstalater spojit će se na bilo koji od gore navedenih brtvila i neće procuriti. Usredotočit ćemo se na vremenski provjereni materijal koji koristi pretežna većina stručnjaka: sanitarni lan i pasta za njega
.
Općenito, lan se može koristiti bez paste za ulaganje, ali to općenito povećava pouzdanost spoja i pojednostavljuje rad. Lanena vlakna s vremenom obično trunu ili se isušuju na cijevima za vruću vodu - pasta sprječava ove probleme. Važno svojstvo paste je sposobnost zadržavanja pritiska u labavo uvijenoj niti.
Traka za navijanje na navojima cijevi
Ova se operacija uvijek izvodi na vanjskoj niti. Ako se popravci obavljaju zamjenom okova, navoji cijevi moraju se temeljito očistiti od prljavštine i hrđe, odmastiti acetonom ili bijelim alkoholom, sušiti na zraku oko 10 - 12 minuta. Kako koristiti finišer cijevi kako biste osigurali njegovu učinkovitost:
- brtva mora biti namotana na navoj sa stražnjeg kraja;
- traka FUM nanosi se u smjeru spuštanja, odnosno njezin kraj treba biti smješten u smjeru zavijanja fitinga;
- namotavanje se izvodi s napetošću koja osigurava čvrsto prianjanje profila navoja cijevi; bolje je dopustiti da se vrpca pukne nego izvoditi labavo namatanje;

Ako nema takvih ureza, morate ih sami napraviti.
FUM traka za cijevi moderan je i najčešće korišten alat za brtvljenje spojeva u cjevovodima različitih namjena. Proizvodi sa žicom FUM koji su se pojavili posljednjih godina ne pružaju posebne prednosti ni u tehnologiji primjene ni u učinkovitosti.
Da biste razumjeli kako koristiti FUM traku za plinske cijevi, morate uzeti u obzir karakteristike materijala i primijeniti ga na odgovarajući način.
Gledaj video
Alternativni materijali - vuneno sjeme
Koriste se razne brtve, uključujući vlaknasta vlakna i razna brtvila.
Jedan od prvih brtvenih materijala koji je našao široku primjenu u ugradnji cjevovoda je vuča. Ovo je ime lanenih vlakana u obliku niti koje se do danas namotavaju na vanjski navoj cijevi.
U ovom je slučaju važno uredno ga navijati duž zavoja, ispunjavajući puni profil rezanja. Za pouzdanije brtvljenje, vučni kolut prekriven je dodatnim materijalima, od guste boje do posebno razvijenih brtvila
Prednosti brtvljenja vodovodnih vučnih zglobova su sljedeće:
- mogućnost podešavanja parenja na mjestu - dopušteno je odvrnuti armaturu u suprotnom smjeru pod kutom do 45 stupnjeva bez gubitka izolacijskih svojstava;
- dovoljno pouzdana nepropusnost i sposobnost upijanja vlage;
- spoj je otporan na mehanička naprezanja;
- olakšano demontiranje zgloba.
Nedostaci uključuju tendenciju razgradnje kao rezultat procesa truljenja, jer materijal pripada organskim proizvodima.
Video
Ne postoji jednoznačan odgovor na pitanje odabira metode za brtvljenje navojne veze. Nedvojbena prednost korištenja trake je povezivanje konzolnih elemenata, poput slavina ili miješalica, spojnice cijevi najbolje je izvesti s vodovodnom vučom.
Brtvila
Ne samo da povećava nepropusnost spojnog područja, već i značajno povećava njegovu sposobnost izdržavanja mehaničkih naprezanja
Što je vrlo važno u sustavima cjevovoda zbog stalnih efekata vibracija i vodenog udara
Brtvilo se stvrdnjava u dodiru sa zrakom ili površinama za spajanje navojnog spoja, dok radi poput ljepila i pretvara sklop u monolitni dio.
Najčešća metoda klasifikacije je po boji i dva su glavna položaja za ovu podjelu:
- plava - predstavlja brtvila srednje čvrstoće. U stanju je značajno smanjiti intenzitet procesa slabljenja niti. U praksi će za najmanje slabljenje zgloba biti potrebno dugotrajno izlaganje ozbiljnim opterećenjima naizmjenične prirode. Ali kada koristite plave brtve, još uvijek je moguće okretati nit, iako s velikim poteškoćama;
- kada se koriste crvene brtve, takav postupak bez zagrijavanja ne izgleda realno. Takvim gelom struktura se jednostavno lijepi. Za cjevovod se koristi na mjestima s jakim vibracijama (od crpne opreme) i s mogućnošću vodenog udara.
Zaključak
FUM traka za plinske cijevi jedna je od glavnih metoda brtvljenja spojeva tijekom ugradnje cjevovoda. Ovdje opisane metode upotrebe dima plinske cijevi uzimaju u obzir sve glavne značajke materijala, ali ne isključuju kreativni pristup izvođača ovoj važnoj operaciji. Treba shvatiti da je plinovod izvor povećane opasnosti.
Video
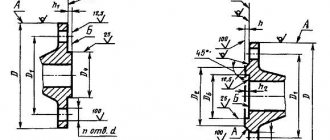
Vrste odvojivih veza
Vrste odvojivih konstrukcija uključuju navoje za brisanje i dvosmjerne niti.
U fiksnim dijelovima cjevovoda koristi se spoj pomoću brisača. Jedan kraj cijevi ima dugačak navoj, drugi kratki. Duge niti su opremljene rukavom za matice. Zatim se spojnica pomiče uvrtanjem na kratkom navoju sve dok se ne zaustavi, stežući je sigurnosnom maticom.
Važno! U spojevima s dvosmjernim navojima, spojnica se odjednom navije na obje cijevi. Ali navoji ovih cijevi moraju se razilaziti u različitim smjerovima kako bi se konvergirali kad se spojnica uvije.
Koje se metode koriste za brtvljenje zglobova. Sva armatura od čeličnih cijevi pažljivo je zatvorena. Ako su dva dijela cijevi jednaka, tada se za to koristi brtva. Brtva je idealna ako koristite maticu za spajanje.

Također, kao brtva, koriste se razne brtve u obliku lana, azbesta, crvenog olova ili grafitnog kita, a također i bjeline. Ugradnjom cilindričnih cijevi s navojem, koje se koriste za transport tople vode do stotinu stupnjeva vode ili hladnoće, između elemenata se postavlja laneni pramen tretiran bijelim ili crvenim olovom pomiješanim s uljem za sušenje. Za cjevovode kroz koje voda prolazi preko sto stupnjeva, kao brtvena brtva, prikladna je upotreba kabela od azbesta i lana impregniranog grafitom pomiješanim s uljem za sušenje.
Prije zavrtanja spojnice na nju, navoj cijevi obrađuje se crvenim olovom ili bijelom bojom. Laneni navoj se namotava duž navoja, počevši od kraja cijevne strukture u ravnomjernom sloju, tako da nema pukotina, a istodobno sloj nije debeo. Prethodno se laneni pramen mora dobro osušiti i razvaljati, kako bi se svako vlakno moglo slobodno odvojiti. Dalje, nit je dobro podmazana crvenim olovom.
Važno! Navoj ne smije visjeti na kraju cijevi niti prodirati u cijev, što podrazumijeva začepljenje sustava cjevovoda.
Spojka se rukom navije na zapečaćeni dio cijevi, a zatim se omota podesivim ključem.
Priključci za vezu trebaju biti zavrnuti do kraja, primjenjujući sile dok navoj ne istekne, u ovom trenutku cijev ima izgled stošca zbog nedovršenog navoja, tako da je struktura čvrsta. Pri uvijanju kratkog navoja do graničnika s obje strane, spojnica se ne može pomaknuti ako se cijev širi s promjenom temperature. S obje strane podupiru ga dijelovi cijevi bez navoja.
Za kanalizaciju pod tlakom koriste se konusni navojni spojevi. Pri uvijanju, krajevi cijevi su čvrsto pritisnuti, isključujući praznine, brtvljenje se provodi pomoću sintetičkih brtvila.
Koristeći FUM traku za brtvu, trebate očistiti navoj, a zatim zavrnite priključak. Ako brtvljenje nije dobre kvalitete, vrijedi zamijeniti brtveni materijal. Prvo uklonite traku s niti, stavite drugu brtvu i spojite elemente.
Važno! Ako je tijekom ugradnje potrebno koristiti zavarivanje bilo kojeg dijela, traku FUM treba namotati tek nakon zavarivanja.
Borba protiv curenja
Popravak curenja sustava grijanja brtvilom je kontrola propuštanja kemikalija.
Navedena njemačka brtvila pokazala se izvrsnom u rješavanju ove dileme. Također se koriste takva sredstva:
- Dvokomponentne smole na bazi epoksida.
- Spojevi silikonskih ljepila.
- Smjese otporne na toplinu na bazi gume.
Njihov algoritam:
- Oštećeno područje je odmašćeno, osušeno, prekriveno tankim slojem brtvila.
- Dalje, omotana je serpjankom. Serpyanka ojačava zapečaćeni sloj.
- Serpyanka je već prekrivena brtvilom. Radnja se ponavlja.
Ako se koristi silikonsko sredstvo, za brušenje oštećenog područja ne trebaju se abrazivi. I ova vrsta brtvila bolje se lijepi za glatku površinu.
Zavarivanje plinovoda
Zavarivanje plinskih cijevi pod tlakom provode visokokvalificirani zavarivači koji imaju certifikate za takav rad.
Ručno elektrolučno zavarivanje i zavarivanje otporom bljeska ne pružaju pouzdanu otpornost na koroziju područja spoja
, samo metoda tlačnog zavarivanja uklanja ove nedostatke.
Zavarivanje u posebnoj instalaciji za zavarivanje odvija se na sljedeći način: - cijev se dovodi duž valjkastih transportera dok se ne zaustavi u čepu nepomične stezaljke i tamo je cijev stegnuta. Druga cijev se uvodi do kraja u prvu cijev, zatim se pomična stezaljka steže; - poseban mehanizam regulira razliku u rubovima i na zglobu se stvara pokretni pritisak kroz pomični mehanizam; - uzdužnim i poprečnim pomicanjem čeljusti grijaće jedinice, induktor se prvo namjesti na spoj, a zatim zatvori; - uključite izvor indukcijskog grijanja, a kada se postigne temperatura zavarivanja, vremenski relej će isključiti izvor grijanja; - vrijeme zavarivanja jednog spoja ne daje se više od jedne minute; - daje se naredba za prevrtanje cijevi koje se zavaruju, nakon što se zatezanje steznih uređaja otkvači, pomična stezaljka se vrati u početni položaj i instalacija je spremna za prihvat nove cijevi.
Ova metoda zavarivanja koristi se u plinskoj industriji za spajanje crnih cijevi i cijevi s unutarnjim antikorozivnim premazom.
Zavarivanje plinskih cijevi
Uređaji za elektrolučno i plinsko zavarivanje mogu se koristiti za poravnanje cjevovoda. Prvo se pripremaju rubovi cijevi koje treba spojiti. Da bi se dobio visokokvalitetni šav, moraju se očistiti od nečistoća. Nakon toga trebate napraviti kosinu. Omogućuje vam da dobijete čvrst i čvrst šav, budući da rastopljeni metal u potpunosti ispunjava područje zgloba.
U većini slučajeva koristi se ručno ili poluautomatsko elektrolučno zavarivanje. Kod elektrolučnog zavarivanja optimalni promjer elektrode je od 3 do 4 mm. Debljina stijenke plinovoda ne smije biti veća od 5 mm. Osim pripreme rubova (širine najmanje 1 cm), moraju se napraviti i kosini.Nadalje, centriranje i hvatanje vrši se ravnomjerno na 3-4 mjesta. Nakon toga zavarivanje se izvodi u 2 sloja. Da biste dobili čvrsto brtvljenje, važno je zahvatiti susjedna područja proizvoda prilikom izrade završnog šava.
U plinskom zavarivanju obično je dovoljan jedan prolazak. Debljina stijenke plinovoda ne smije biti veća od 4 mm. Inače, područje šava će se pregrijati, što će negativno utjecati na čvrstoću spoja. Da bi se izbjegao nedostatak prodiranja, kraj šava mora biti izveden s određenim preklapanjem. Pri odabiru aditivnog materijala treba uzeti u obzir stupanj čelika plinske cijevi.
Zahtjevi za plinske brtve
Kako bi se u potpunosti eliminiralo istjecanje plina na spojnim mjestima sustava plinovoda, potrebno je da namot ispunjava sljedeće zahtjeve:
- otpor vibracijama različitog intenziteta;
- otpornost na nagle promjene temperature i unutarnjeg tlaka;
- zaštita veze od stvaranja korozivnih naslaga;
- jednostavnost instalacije i demontaže u slučaju popravaka;
- trajnost i dugo razdoblje uporabe.
Sve brtvene materijale stručnjaci moraju provjeriti na čvrstoću i certificirati ih za rad u sustavima za opskrbu plinom.
Vrste i uvjeti brtvljenja
Pri polaganju cijevi za različite vrste cjevovoda potrebno je izolirati spojeve. Iznimka su samo zavareni spojevi, ali to je i njihov nedostatak - oni su jednodijelni. A spojevi pomoću navoja olakšavaju zamjenu oštećenog područja ili umetanje novog pojasa.
Stoga je brtvljenje potrebno za navojne cijevne spojeve:
- opskrba toplom i hladnom vodom,
- plinovodi,
- grijanje.
U praksi se nit koristi u vodovima malog promjera - u unutarnjim ožičenjima kod kuće i u stanu, seoskim vikendicama i prilikom polaganja mreža u zasebne zgrade s malom potrošnjom vode i plina. Za cijevi za opskrbu vodom i grijanja velikog promjera koriste se prirubnički spojevi i zavarivanje.
Ventilacijski kanali, u pravilu, imaju veliki presjek i izrađeni su od tankoslojnih limova ili valovitih cijevi. Stoga se u njima ne koriste navojni spojevi, ali brtvljenje spojeva je ipak neophodno.
Pri odabiru metode brtvljenja cijevnih spojeva potrebno je uzeti u obzir njihova svojstva i uvjete u kojima će funkcionirati:
- Vanjska temperatura medija i unutarnja sredina u cjevovodu. Neke vrste brtvila gube svojstva na povišenim temperaturama ili u mrazu.
- Pritisak u liniji. Tekući izolatori mogu se istisnuti iz veze na visokoj visini.
- Promjer cijevi.
- Konačna čvrstoća veze. To je napor potreban za rastavljanje izoliranog spoja u slučaju njegovog popravka ili ponovne montaže.
- Sigurnost okoliša. Pri polaganju cjevovoda za pitku vodu, nemojte koristiti tvari koje mogu emitirati otrovne spojeve.
Većina sredstava i tvari koje se koriste za brtvljenje, prema tim parametrima, uklapaju se u raspon potreban za spajanje kućanskih cjevovoda. No, posebno pažljiv izbor potreban je prilikom brtvljenja spojeva plinskih cijevi. Povreda nepropusnosti vodnih linija uočljiva je od samog početka na tragovima curenja na zglobovima. Curenje plina ne očituje se vizualno i može dugo ostati neotkriveno.
Vrste cijevi

Polietilenske cijevi za plin
Do određene se točke za plinovode koristile bešavne metalne cijevi. Međutim, njihov je životni vijek ograničen zbog korozivnih učinaka kojima su izloženi zbog oborina i drugih čimbenika. Stoga su zajedno s njima počeli koristiti i:
- Polietilen. Mnogo jeftiniji za proizvodnju od vađenja metala, materijal je također otporan na dizajnerski pritisak u glavnoj mreži.Visoka elastičnost, kao i nepropusnost zglobova, vrlo su korisni u tlima koja se nadimaju. Plastika je dielektrik i zato ne provodi struju. To je ključ sigurnosti u slučaju problema s električnom mrežom.
- Guma. U većoj se mjeri ovaj materijal koristi za povezivanje središnjeg kanala s potrošačem, bio to kotao, plinski bojler ili nešto drugo. Odabran je sastav koji se ne isušuje zbog izlaganja sunčevoj svjetlosti.
- Ne hrđajući Čelik. Točnije, pletenica je izrađena od ovog materijala. Unutarnja cijev je PVC čahura.
- Bakar. Nedavno je službeno odobren za kanale niskog tlaka. Prednosti su otpornost na korozivno djelovanje vode i drugih tvari.

Čelični plin
Izbor proizvoda ovisit će o specifičnim uvjetima i već instaliranom sustavu.
Značajke ugradnje dimnjaka za plinske uređaje
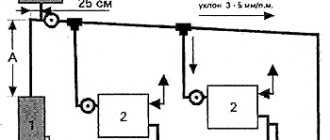
Prilikom ugradnje plinskih uređaja za grijanje, kao i uljnih radijatora, potrebno je obratiti dužnu pažnju na pitanje kompetentne organizacije uklanjanja proizvoda izgaranja iz prostorija. I to je točno, jer osim što stvaraju sigurno okruženje za ljude, oni sami povećavaju učinkovitost uređaja za grijanje, doprinose njihovom produktivnijem i ekonomičnijem radu.
Da biste odredili promjer izlaza za plin, potrebno je uzeti u obzir:
- Količina proizvoda izgaranja.
- Snaga uređaja za grijanje.
- Razlika u temperaturi između vanjskog zraka i proizvoda izgaranja.
- Visina cijevi za dimnjak.
Ugradnja ispušnih cijevi za plinske uređaje, u skladu s pravilima, provodi se uz unutarnje zidove i u blizini pregrada od nezapaljivih materijala. Ako je potrebno, dopušteno ih je ugraditi i u vanjske zidove, također od nezapaljivih materijala. U ovom slučaju, kako bi se izbjegla pojava kondenzacije tijekom uklanjanja proizvoda izgaranja, zidovi su izolirani izvana. Ako u sobi nema zida koji je pogodan za postavljanje ispušnih cijevi, morate upotrijebiti glavnu cijev ili gornju cijev za plinski uređaj.

Potrebno je osigurati najotvoreniji pristup u cijevima.
Ugradnja plinskih uređaja koji nemaju priključak na dimovodni kanal provodi se isključivo na mjestu gdje će se za svaki plamenik dodijeliti najmanje 5 m3 slobodnog prostora. Mali bojler, koji nije opremljen proizvodima izgaranja ispušnih plinova, mora ispustiti najmanje 6 m3. Plinski bojler za tuš ili kupaonicu mora imati ispuh za proizvode izgaranja plina i slobodan prostor od najmanje 10 m3.
Ako u sobi u kojoj se postavlja plinska peć nema dovoljno potrebne zapremine, tada se iznad nje mora napraviti ventilacijski otvor. Budući da plinski uređaji koriste zrak iz prostora za izgaranje, on mora biti slobodno dostupan. U tu svrhu ostaje mali razmak ispod podnih vrata (površina zazora proizlazi iz izračuna: za svakih 1000 kcal / h snage plinskog uređaja potrebno je najmanje 10 cm2).
Svi uređaji za grijanje, plinski bojleri itd. opremljen osiguračem za zatvaranje plina u slučaju da se vatra ugasi.
Ugradnja plinskih grijača uvijek se mora izvoditi s priključkom na dimnjak u svim slučajevima, osim u jednom: ako se radi o grijaču s zatvorenom komorom za izgaranje. U tom su slučaju izlaz dimnih plinova i dovod zraka u plamenik odvojeni od prostorije. Dimnjak s površinom presjeka 200-220 cm2 može se spojiti na par plinskih uređaja na jednom katu s protokom plina od 8 m3 / h. Udaljenost između ulaza u dimnjak u visini mora biti najmanje 30 cm. Za spajanje četiri plinska uređaja iz jednog stana s protokom plina od 12 m3 / h, dimnjak s površinom presjeka najmanje 300 cm2 je potreban na jednom katu.Spajanje plinskih uređaja s jednim dimnjakom na različitim podovima je neprihvatljivo.
Dimnjaci za plinske uređaje nalaze se iznad krova na isti način kao i konvencionalni dimnjaci. Kada je tijekom rekonstrukcije kuće nemoguće koristiti stari dimnjak za uklanjanje proizvoda izgaranja plina, novi dimnjak izrađuje se od cijevi koje su spojene na stražnju fasadu kuće. Te su cijevi izrađene od pocinčanog čeličnog lima i, za razliku od cijevi za uklanjanje proizvoda izgaranja tekućih i krutih goriva, povezane su spojevima koji su usmjereni u suprotnom smjeru od kretanja plinova.
Tijekom popravaka ili restrukturiranja, kada nepropusnost plinskih cijevi može biti ugrožena, na kraju rada potrebno je provjeriti njihov integritet. U tu svrhu u cijevi se pušta zrak pod tlakom koji je dvostruko veći od tlaka koji je potreban u njima tijekom prolaska plina (približno 500 mm vodenog stupca).
Prije provjere, morate zatvoriti slavine. Ako u roku od pet minuta tlak u cijevima padne za više od 20 mm vode. Art., Tada trebate potražiti oštećenja u cijevi (navodna mjesta oštećenja moraju se navlažiti sapunicom). Na isti se način provjerava nepropusnost plinovoda za tekući plin pod tlakom od 1200 mm vode. Umjetnost.
Navojne veze se primjenjuju na cijevi, kao i spojne i odvojne armature. Ali jednostavnost i pouzdanost spajanja bilo kojeg cjevovoda pomoću navoja još uvijek ne osigurava njegovu potpunu nepropusnost. Stoga je obvezni dodatak brtvljenje cijevi na svim mjestima navojnih spojeva. Samo ova kombinacija može stvoriti pouzdanu vezu.
Zavareni spoj
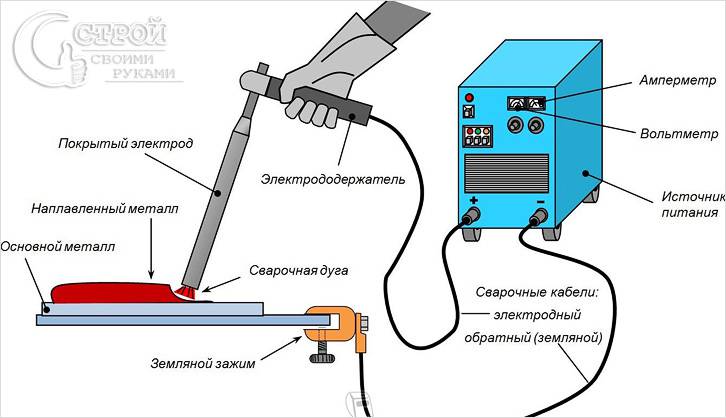
Elektrolučno zavarivanje
Koncept zavarenog spoja primjenjuje se i na metalne cijevi i na polietilenske cijevi. Da biste riješili prvi problem metodom luka, trebat će vam sljedeći alati:
- stroj za zavarivanje invertera ili transformatora;
- elektrode;
- zaštitna maska;
- rukavice;
- čekić ili četka za obradu šava.
Radovi se izvode na ovaj način:
- Ako je moguće, praznine je bolje dobro popraviti. To je neophodno radi udobnosti gospodara.
- Kako bi se zajamčila potpuna nepropusnost, između cijevi će trebati ostati razmak od 2 mm. To će omogućiti da se tekući metal prilijepi za krajeve.
- Fiksiranje se provodi malim naljepnicama na nekoliko točaka.
- U glavnom procesu elektroda se treba voditi odozdo prema gore.
- Važno je osigurati da nema pregrijavanja. Posljedica toga može biti nepotrebno naprezanje zgloba, kao i izgaranje metala u blizini.
- Neki su obrtnici stavili dva šava. Jedan služi za popunjavanje prostora, a drugi djeluje kao ulagač.
- Nemojte odmah srušiti otpad. Trebali biste pričekati najmanje 15 sekundi. Tako će se izvršiti potrebno postavljanje i neće biti mikropukotina.
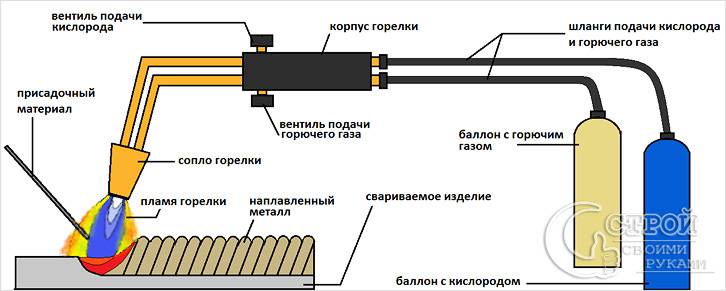
Oprema za plinsko zavarivanje
Prilikom upotrebe opreme za plinsko zavarivanje, zahtjevi za učvršćivanje obratka bit će isti kao u prethodnom slučaju.
- Prvi korak je otvaranje struje iz cilindra s kisikom, a zatim iz plina acetilena.
- Ako u crijevima ima zraka, paljenje se možda neće dogoditi odmah.
- Plamen je reguliran na potrebnu vrijednost.
- Mjesto zavarivanja dobro se zagrijava.
- Nakon toga podiže se posebna elektroda. Potrebno ga je voditi tako da tvori priljev, ali ne teče prema dolje.
- Na kraju postupka dio se hladi.
Bilješka!
Zajednička provjera bilo koje mogućnosti povezivanja vrši se na jedan jednostavan način. Priprema se sapunska otopina. Trebao bi se dobro pjeniti. Primjenjuje se na željeno mjesto. Ako se pojave mjehurići, tada postoji fistula. Strogo je zabranjeno provođenje ispitivanja s otvorenim plamenom. Može biti eksplozivno.
Za polietilenske cijevi također postoji koncept zavarivanja, ali on se provodi drugom metodom.U ovom se slučaju koristi uređaj koji može dati nizak napon na izlazu i kontrolirati potrebnu temperaturu. Ali glavni u ovom slučaju je spojni okov. Njegov dizajn uključuje grijaći element. Kako proces traje, počinje otapati prostor oko sebe, što dovodi do stvaranja homogene mase koja nakon stvrdnjavanja brtvi šav.

Elektrofuzijsko zavarivanje
Rješenje korak po korak izgleda ovako:
- Pripremaju se krajevi cijevi. Da bi to učinili, režu se pomoću posebnog rezača. To ne možete učiniti pomoću pile za pile. Ravnine moraju biti apsolutno ravne, bez slomljenih skosa i rupa.
- Oznaka je napravljena od ruba. Udaljenost do njega jednaka je polovici veličine okova plus 2 cm.
- Uz pomoć posebnog strugača ili stroja uklanja se oksidni sloj. To bi trebalo činiti ravnomjerno, ulazeći dublje u istu veličinu. Da biste olakšali navigaciju, možete povući dodatne okomite crte, dok ih režete, lako će se procijeniti ispravnost izvršenja.
- Eliminiraju se svi provrti i strugotine.
- Pristaništa se obrišu prikladnim otapalom ili salvetom alkoholom.
- Okov se postavlja do označene oznake. Ako jedna od cijevi miruje, tada se čahura zakuca u punoj veličini. Uvodi se drugi element i konektor se pažljivo pomiče kako bi se ravnomjerno zatvorile mlaznice.
- Čepovi iz aparata za zavarivanje spojeni su na kontakte spojke.
- Optički skener čita podatke otisnute na crtičnom kodu i započinje postupak.
- Uređaj će sam odrediti koja temperatura i napon su potrebni, kao i koliko će trajati vrijeme hlađenja. Važno je u potpunosti izdržati sve faze. Samo u ovom slučaju možemo govoriti o pouzdanosti.
- Nakon završetka, sve informacije o vremenu, datumu, rukovaocu, temperaturi i naponu nužno se primjenjuju na mjestu zavarivanja.
Takvi se alati obično koriste na glavnim dijelovima gdje promjer cijevi prelazi 80 mm.
Postupak elektrofuzijskog zavarivanja cijevi prikazan je u videu:
Prirodni pečati
Juta i vuča koriste se zajedno sa silikonskim sanitarnim brtvilima. Navoj se očisti od prljavštine i hrđe, presvuče brtvilom, brtvilo se uvije u navoj i namota u smjeru kazaljke na satu s grebenom navoja. Pri namotavanju, brtva je zategnuta silom od 0,5-1 kg.
Nakon namotavanja, pažljivo premažite brtvilom i sastavite spoj. U roku od 5-8 minuta, dok se ne završi postupak polimerizacije, potrebno je provjeriti i, ako je potrebno, zategnuti spoj. Zatezanje matice nakon stvrdnjavanja brtvila rezultirat će propuštanjem.

Trgovine prodaju gotove vodovodne navoje od lana za brtvljenje cijevi. Ne treba ga uvijati. Prije kupnje konca pročitajte na pakiranju od čega je izrađena i sadrži li silikonske ili akrilne brtve. Ako je ovo fluoroplastični navoj, nepoželjno je koristiti ga na oštećenim navojnim spojevima, ako je povrće bez brtvila, onda kupite zasebno sanitarno brtvilo.
Vlasnici stanova i kuća pitaju: "Koja je nit najbolja za cijevi?", Implicirajući marku. Na što će profesionalni vodoinstalater odgovoriti: "Bolje nit koja je vješto namotana."
Ako je navoj više ili manje nego što je potrebno ili ako nije namotan duž niti, spoj će procuriti. Nemojte ga navijati "s marginom", navijajte ga koliko god je potrebno i ne zaboravite na brtvilo.
Vrste brtvenih traka
Ovaj se materijal proizvodi u obliku navijanja na kolutu dužine do 10 metara. Uspješno se koristi za namatanje navoja cijevi u tlačnim sustavima, uključujući vodovod, plin i grijanje.
Njegova namjena u zglobovima je deformabilno punilo koje djeluje kao mazivo za navoj, pridonoseći povećanju nepropusnosti. Ovaj pečat dostupan je u 3 vrste:
- tip 1 - za uporabu u cjevovodnim sustavima za transport korozivnih tekućina, koristi se uz upotrebu pročišćenog vazelina;
- tip 2 - za pumpanje jakih oksidansa, koji zabranjuje upotrebu dodatnog brtvila u obliku ulja;
- tip 3 - koristi se za prijevoz relativno čistih tekućina i plinova, isključena je upotreba maziva.

Vrste plinskih cijevi
U novije vrijeme pitanje vrsta cijevi za rasplinjavanje ne bi bilo, jer su izrađene od jednog jedinog materijala - čelika. I to je to, nema alternative ni izbora. Ali vrijeme prolazi, tehnologije ne miruju, a sada čelik polako zamjenjuje polimer. Naime, poseban polietilen, koji se proizvodi pod niskim tlakom, ima odgovarajuće veliku gustoću.
Uz to, polietilen ima niz zavidnih prednosti, štoviše, u pogledu sigurnosti upotrebe.
HDPE plinske cijevi ne hrđaju, ne korodiraju i ne pucaju, čak i s promjenama temperature. Za plin je takva stabilnost vrlo važna, jer se mora održavati stalni tlak, a mikropukotina je ispunjena opasnim curenjem.
Polietilen ne reagira kemijski i ostaje neutralan na tekućine i plinove. Zbog svoje čvrstoće i elastičnosti, materijal se može montirati čak i na temperaturama ispod nule i ne izgubiti čvrstoću i provodnu sposobnost do -45 stupnjeva. Osim toga, nije vodič električne struje, stoga nije podložan elektrokemijskom uništenju.
A još je jedna prednost mala težina i jednostavnost povezivanja, što povećava njegovu popularnost.
Međutim, ovdje treba razmotriti sljedeći važan detalj. Plinske cijevi za kuće postavljaju se isključivo od čelika, a polietilen se koristi unutar stanova.
Brtvljenje niti navojem.

Za one koji su lijeni uviti lan u snopove, a zatim ga namazati pastom, smislili su brtvenu nit. Konac se može izrađivati od različitih materijala:
- Poliamid - dizajniran za tlak od 16 atmosfera na vodi i 8 atmosfera na plin, ima gornji temperaturni prag od 130 ° C.
- Fluoroplastika - ima karakteristike identične FUM traci, ali obično košta više.
Proizvođači podmazuju nit posebnim mazivom, čiji sastav ne otkrivaju. Po mom mišljenju PTFE konac je kvalitetniji i preporučujem vam ga, unatoč činjenici da je skuplji od poliamidnog konca. Ako želite znati kako pravilno namotati nit, pogledajte sljedeći video: